








厂家生产液压200热熔机pe管200型焊接机200双柱电熔焊机手动热熔机
| 价格 | ¥2300.00/台 | ¥2200.00/台 |
| 起订量 | ≥1 | ≥3 |
| 所在地 | 浙江 绍兴 | 可售量 1000台 |
手机扫码快速拨号

产品推荐
-

¥28000元
pe管道全自动热熔机全自动对焊机pe熔接机250315pe焊机pe热熔焊机厂家
-

¥23000元
全自动PE热熔焊机90-315带打印机远程监控自动焊机焊机大品牌
-
¥23000元
pe对接机大品牌全自动pe对接机哪里买pe热熔对接机报价
-

¥23000元
宁波pe热熔机燃气管道焊接机裕达通pe焊机大品牌
-

¥23000元
嘉兴pe全自动热熔对接焊机热熔机对接机对焊机焊管机pe焊机裕达通大品牌
诸暨裕达管道科技有限公司
联 系 人:袁凯林 QQ交谈 (联系时,请说明是在全球塑胶网上看到的)
联系电话:ꖃ-햀팅ꖃ햀햀
手机号码:팅ꖃ햀ꖃ햀
公司官网: http://ydgdkj279.51pla.com
所在地区:浙江省 绍兴
主营产品: pe电熔焊机、pe热熔焊机、燃气管道熔接机、pe热熔机
进入店铺-
pe对接机大品牌全自动pe对接机哪里买pe热熔对接机报价
¥23000元
-
全自动PE热熔焊机90-315带打印机远程监控自动焊机焊机大品牌
¥23000元
-
嘉兴pe全自动热熔对接焊机热熔机对接机对焊机焊管机pe焊机裕达通大品牌
¥23000元
-
宁波pe热熔机燃气管道焊接机裕达通pe焊机大品牌
¥23000元
-
pe管道全自动热熔机全自动对焊机pe熔接机250315pe焊机pe热熔焊机厂家
¥28000元
基本参数
| 产品特性 | 便携 | 是否进口 | 否 |
| 产地 | 浙江 | 品牌 | 裕达通 |
| 型号 | YDD200-4M | 订货号 | YDSD |
| 货号 | 63-200 | 材料及附件 | 焊接机架 |
| 电流 | 交流 | 作用对象 | 塑料 |
| 作用原理 | 脉冲 | 用途 | 焊管 |
| 动力形式 | 手动 | 焊炬冷却方式 | 自然冷却 |
| 可焊管子最大外径 | 200MM | 可焊管子最小外径 | 63MM |
| 重量 | 60 | 套装 | 木箱装订 |
| 是否跨境货源 | 否 |
设备工艺特点:
热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接。其主要工艺过程为调整、加热、切换、合缝加压和冷却。对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关键是要在对接过程中调整好温度、时间、压力三参数,要把连接界面材料的性能、应力状况、几何形态以及环境条件等因素一起考虑,才能实现可靠的熔焊,要根据一般的规律和各自采用材料的特性进行试验,评价熔接质量,达到系统标准后,确定各品种规格的工艺规程,按规定的工艺参数方法和步骤进行焊制管件的生产和现场安装施工。

本款型号:【KYB-200-4C】
(丝杆传动、带压力表、翻盖式)
性能及特点:
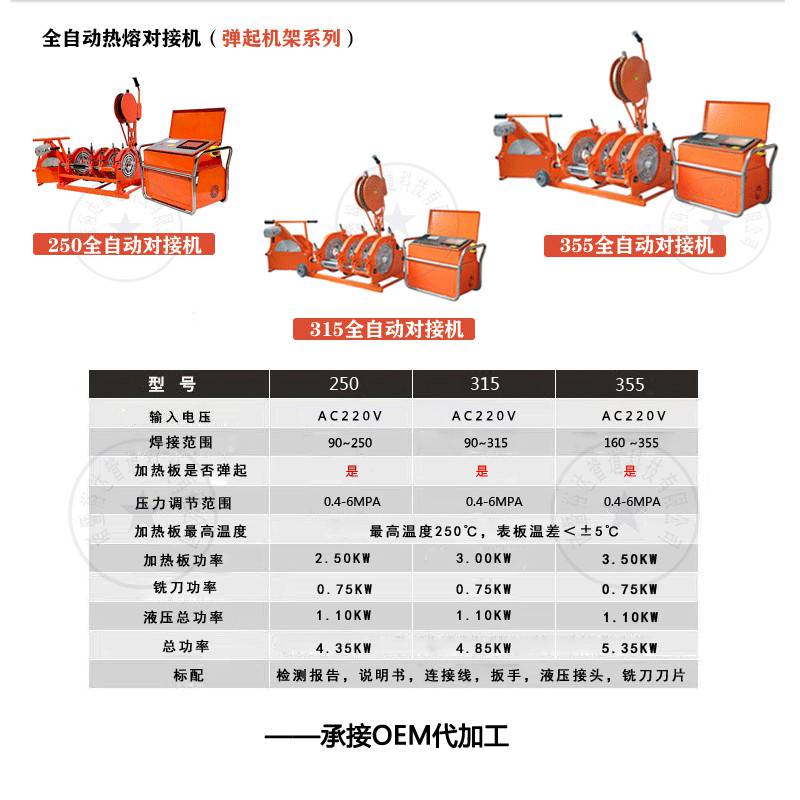
●适用于63、75、90、110、125、140、160、180、200mm的PE、HDPE、PP塑料管材的热熔对焊连接。
●由夹具机架、加热板、铣刀(及其提篮架)三部分组成。
●合理的工程力学设计让焊接工作更加方便、灵活。
●四卡套结构令管材均匀受力更加牢固,锁紧机构可避免焊接时受到外力影响。
●卡套压盖单侧固定的翻盖式结构让焊接工序更加简短有效。
●由手轮柄带动双侧铁链再传动丝杆的精密机械机构提供熔接压力,使得传动平稳有力,***可靠,易于操作。
●机架上独特设计的实时熔接压力显示仪,满足严格的焊接要求。
●电动机驱动削铣刀具。
●优良的性能价格比。
基本技术参数:
●熔接规格:Dn63、Dn75、Dn90、Dn110、Dn125、Dn140、Dn160、Dn180、Dn200
●温控范围:0~300°C
●温度误差:±5°C
●加热板功率:1.5KW/220V
●铣刀功率:1.1KW/220V
热熔对焊接机是适用于聚乙烯(PE/HPDE)聚丙烯(PP)管道的燃气,给排水,化工输送及电缆线铺设用的连接配套机器。使用方便,轻巧实用,深受广大用户的欢迎。
总结PE管热熔焊接工艺经验






聚乙烯--PE(polyethylene)管有易施工,速度快,耐侵蚀,无污染,使用寿命长等特点。PE管道连接主要有两种方法:热熔连接和电熔连接。目前主管道主要采用热熔连接。热熔连接原理是将两根PE管道的配合面紧贴在加热工具上来加热其平整的端面直至熔融,移走加热工具后,将两个熔融的端面紧靠在一起,在压力的作用下保持到接头冷却,使之成为一个整体。
一、焊接预备。热熔焊接施工预备工作如下:
①将与管材规格一致的卡瓦装入机架;
②预备足够的支撑物,保证待焊接管材可与机架线处于统一高度,并能利便移动;
③设定加热板温度200~230℃ (本数据以诸暨裕达管道科技有限公司供给的焊机为参考,详细温度以厂家提供的数据为准);
④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。
二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察卷边高度→管材熔接并冷却至划定时间→掏出管材。在焊接过程中,操纵职员应参照焊接工艺卡各项参数进行操纵,而且在必要时,应根据天色、环境温度等变化对其进行适当调整:
①核对欲焊接管材规格、压力等级是否准确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用;
②用软纸或布蘸酒精清除两管真个油污;
③将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相称(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部门用支撑物托起,使管材轴线与机架线处于统一高度,然后用卡瓦紧固好;
④置入铣刀,先打开铣刀电源开关,然后再合拢管材两端,并加以适当的压力,直到两端有连续的切屑泛起后(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开流动架,封闭铣刀电源;
⑤掏出铣刀,合拢两管端,检查两端对齐情况(管材两真个错位量不能超过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不知足要求,应在此铣削,直到知足要求。
⑥加热板温度达到设定值后,放入机架,施加划定的压力,直到两边卷边达到划定高度时,压力减小到划定值(管端两面与加热板之间恰好保持接触,进行吸热),时间达到后,松开流动架,迅速掏出加热板,然后合拢两管端,其切换时间尽量缩短,冷却到划定时间后,卸压,松开卡瓦,掏出连接完成的管材。




诸暨裕达管道科技有限公司

联系人:
袁凯林

服务热线:
팅ꖃ햀ꖃ햀
ꖃ-햀팅ꖃ햀햀

公司地址:
浙江省绍兴市诸暨市店口镇侠父村长澜自然村931号
-

pe热熔机燃气管全自动热熔焊机煤改气管道焊接设备PLC触摸屏带小票打印¥2000元
-

丝杆传动、翻盖式PE管热熔焊机(90-250型)带保压¥3500元
-

山东全自动电熔焊机钢丝网骨架电熔机¥3000元
-

裕达通系列全自动250对接机315天燃气管道355热熔机450塑焊机¥2000元
-

裕达通型钢丝网骨架管电熔机PE电熔焊接机20-400全自动¥3100元
-
燃气管液压对焊机气管道熔接机PE热熔对接焊机PE全自动热熔对接焊机¥4000元
-

250热熔焊机液压半自动pe熔管机性能优越pe250-90塑管焊接机¥6000元
-

裕达通160-315型液压热熔对接机管焊机塑管热熔机对焊机¥6000元
厂家生产液压200热熔机pe管200型焊接机200双柱电熔焊机手动热熔机相关产品
- 薄壁不锈钢管道自动焊机 薄壁不锈钢管管自动焊机 薄壁不锈钢管子自动焊机 薄壁不锈钢管路自动焊机
- 热熔对接焊机价格 河南315全自动电熔焊机 全自动热熔焊机
- 戈岚孚来不锈钢管板自动送丝焊机OTS
- 不加丝特殊气体管道自动焊机
- pe管道对接机 160热熔对接机 pe管材用对接机pe对焊机热熔机
- pe给水管电熔焊接机 自来水管对焊机63-200毫米两环/四环
- 315全自动热熔焊机【范围90-315】200型电熔焊机 电熔焊机批发
- 250型电熔焊机 pe250热熔焊机 全自动电熔焊机
- 密封式不锈钢管管自动焊机
- 不锈钢管道全自动管管氩弧焊机
- 全位置封闭式卫生级不锈钢管道自动焊机
- 特殊气体实验室管道自动焊接机 小管径自动环缝焊机
- 全自动管管对接焊机 洁净管道管管自动焊机
- 高压不锈钢管道自动焊机 高压气体管道管管自动焊机 高压不锈钢管管对接自动焊机
- 世伟洛克气体管道密封式管管焊机 气体管道封闭式管道焊机 特殊气体管道全自动焊接机
- 不锈钢环缝自动氩弧焊机 封闭式管管环缝自动焊机
- 薄壁不锈钢管管环缝自动焊机 工艺不锈钢环缝管管自动焊机
- 封闭式洁净管道管管自动焊机 密封式洁净管道管管自动焊机
猜你在找
- 半自动管道修补工程专用焊机液压250口径热熔焊机燃气工程使用
- 电熔400V焊机可焊接所有39.5管件支持扫描聚四氟乙烯焊接机
- 八达虹吸同层排水电熔焊机 带焊机包小巧轻便可移动
- 4.5KW逆变电熔焊机 八达钢丝骨架管焊接机
- 八达二手库存清仓 八达液压热熔焊机 处理展示机样品机
- 八达200-4手动热熔焊机 四环pe管焊机 性价比高故障率低
- 200口径热熔焊机 MMP电力管焊机 四环半自动热熔对接焊机八达
- 八达90-250液压热熔对接焊机 半自动热熔焊机 水管电力管对焊机
- 八达50-200液压热熔焊机 四环塑管MMP管热熔对接焊机
- 八达给水电熔焊机钢丝复合管熔接设备电力管焊接专用
- 八达液压160管焊机 四环红黑塑料管焊机 半自动热熔对接焊机
- 八达液压热熔机 315聚乙烯熔接机 管道截止器水电工程管对接焊机
免责声明:以上展示的厂家生产液压200热熔机pe管200型焊接机200双柱电熔焊机手动热熔机信息由诸暨裕达管道科技有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版:厂家生产液压200热熔机pe管200型焊接机200双柱电熔焊机手动热熔机
更新产品链接为:https://www.51pla.com/html/sellinfo/386/38610432.htm
发送询价单


