








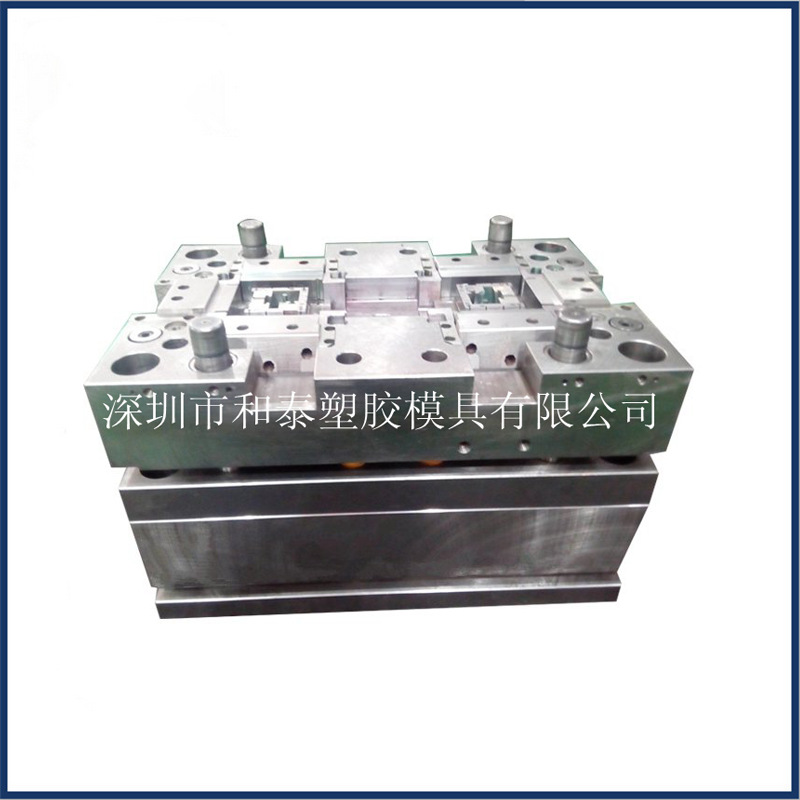
温州模具厂家 塑胶模具注塑加工 制造塑料模具 设计双色模具制作
| 价格 | ¥5600.00/件 | ¥5300.00/件 | ¥5000.00/件 |
| 起订量 | ≥1 | ≥6 | ≥12 |
| 所在地 | 广东 深圳 | 可售量 86件 |
手机扫码快速拨号

产品推荐


深圳市和泰塑胶模具有限公司
联 系 人:刘先生 QQ交谈 (联系时,请说明是在全球塑胶网上看到的)
联系电话:홵킕-뉳ꐦ윩홵댁홵뉳
手机号码:윩윩ꐦ쑗윩ꐦ킕댁
公司官网: http://hetai888.com
所在地区:广东省 深圳市
主营产品: 塑胶产品、塑料模具、塑胶模具、注塑加工
进入店铺




基本参数
| 模具材质 | 塑料模具钢 | 模具类型 | 成形模 |
| 货号 | HT-68493 | 模具性能 | 受热软化抗力 热熔损抗力 |
| 模具用途 | 注塑 | 模具设计软件 | UG |
| 模具零件加工 | 滑块加工 压紧块加工 |

温州模具厂家 塑胶模具注塑加工 制造塑料模具 设计双色模具制作 ,深圳市和泰塑胶模具有限公司成立于2006年,位于深圳市龙华新区大浪街道华宁路恒昌荣(星辉)科技园,是一家专业塑胶模具设计与制造及塑胶产品注塑生产的公司。公司已有多年的塑胶模具设计与制造及塑胶注塑成型方向的经验积累与技术沉淀,能为客户提供从产品开发检讨到模具设计制作及产品注塑成型,产品喷印后处理一条龙服务。拥有一百多家客户群体,公司凝聚了一批成熟高素质管理人才及专业技术人才团队。标准化生产流程及品质管控标准,高效的团队运作能保证交货品质与及时率,做到让客户百分百满意。公司主要设备有:大型精密CNC加工中心、精雕机、注塑机、线切割机、铣床、火花机、磨床、车床、深孔钻等各种完善的先进制造设备。一直以来公司以技术精湛,服务周到,品质过硬,价格合理,交货准时,而赢得新老客户的信赖。公司主要经营范围:塑胶模具,塑胶产品。产品类型涵盖家用电器、汽车工业、电脑周边产品、数码智能、办公用品、运动器材、音箱、安防医疗等许多行业领域。公司拥有优秀的技术人才团队及先进的加工设备,以严谨的态度,精益求精的精神为客户设计制作高质量的产品。公司遵循“品质求生存,服务求发展”的经营理念,坚持“规范制度、标准化流程、注重细节、持续改进”的精细化管理,建立健全管理体系并不断改进和提高。想客户所想,为客户分忧解难,诚信合作,以品质诚信的理念,欢迎您的垂询与莅临。







![]()
本公司专业生产塑胶模具,塑料模具;注塑模具;及模具配件;注塑产品;以全心的投入,高品质的产品赢得市场
适用于模具制造,塑胶注塑,塑料制品,塑胶产品注塑生产的配制需求。能适应各方面的业务需要,一精多专。充份体现对于资源的优化配置,提升企业的生存及发展能力。
一、型号:可按客户要求的尺寸或图纸或编号生产
保证:
1,均按客户指定要求的材质。
2,保证品质符合客户要求(以客户图纸,工艺要求等),如不符则无条件退货或退款或补货。
3,保证在正常使用情况下,达到客户的使用周期(以双方书面,邮件,QQ等记录),否则退款或补货;
4,工工艺:车床(CNC车床加工),铣床,研磨机粗磨,真空热处理,(无心磨,平面磨,内外圆磨)精磨。
二.模具外观、外形及相关标准
1:模具尺寸符合客户要求,符合客户指定注塑机型号。
2:客户铭牌制作,(模具编号、模具重量、模具外形尺寸、制作开始时间)安装铆钉固定,位置符合标准。
3: 定位圈大小符合技术要求,高出顶板10mm,安装须沉于上固定板,不得直接贴在模板上,使用2个以上螺丝固定。
4: 浇口套球面R符合标准,浇口套R>成型机R
5: 浇口套及流道表面抛光至600#砂纸以上,避免棱角。
6: 模架各模板在天侧右下角用字冲打上模具编号;模板编号A0,B0;进出水标记IN,OUT;连接管路标记L;进出油标记O IN,O OUT;所有字码符合标准。模具外表烂字、箭头“UP”按照客户要求制作
7: 模具地侧安装立脚以保护底面,无特殊情况可以垃圾钉代替。
8: 大型模具(8吨以上),模具装夹需开设U型槽或穿孔,与成型机固定位置对应。
9: 模架表面不得有凹坑、锈迹,多余不用的吊环、进出水、气、油孔等及其他影响外观的缺陷。
10: 模架各板、孔位、棱边应有大于1.5mm的倒角。特殊部位除外。
11: 保证所有吊环均能旋到底,吊装平衡。
12: 顶针板下安装垃圾钉,顶出板就做行程定位块,不能用螺丝代替。
13: 模具撑头面积应达到方腿间后模板面积的30%,撑头比模腿高出0.15mm,并不与顶出孔干涉。
14: 所有模具螺丝不得切短,滑牙等缺陷;M12(含M12)以上的螺丝使用(12.9级)。螺丝吊模料长度,螺丝直径的1.2倍以上。
15: 螺丝沉头孔底面为平面,螺丝安装不能高出沉头孔,底于平面1-2MM。
16: 重量超过10KG的零件应做相应吊环孔,吊环孔大小和位置符合标准。
模具成型:
1: 分型面保持平整、无凹坑、锈迹,无手提砂轮打磨避空,封胶部分无凹陷,缺口。
2: 定模及动模筋位、柱表面,无火花纹、刀痕,抛光到位。
3: 对插部位无薄刃结构,角度大于2度,不得出现黑痕,起刺等缺陷。
4: 一模数腔的制品,如是左右对称件,需注明L或R,如客户对位置和尺寸有要求需按客户要求,如客户无要求,则应在不影响外观及装配的地方加上。
5: 对于相同,相似,安装时易混装的零件有记号区分。
6: 大,中型模具按设计要求在模面增加压力平衡块,并氮化处理。
7: 非产品面动模插入定模或定模插入动模,做成斜面锁紧或避空。
8: 模具,模架及成型部份材质符合模具开发技术要求。
9: 模具产品面刻字符客户要求。
顶出复位
1: 顶出必须顺畅、无卡滞、无异响,顶针板复位到底。
2: 顶针,顶片端面低于型芯面,不超过0.1mm。
3: 顶出机构与滑块如有干涉必须有保护措施,顶板要有复位行程开关。
4: 复位弹簧及滑块弹簧使用标准件并符合设计要求,两端不打磨、割断;弹簧孔底面为平底,孔直径比弹簧大5mm。
5: 顶针及回位销胚头不得垫片,烧焊,打磨;回位销前端不能烧焊。
6: 曲面或斜面上顶针应按标准D型做防转定位,Z形拉料杆应做防转定位。
7: 顶块四周应有3-5度斜度,底部倒角顶杆应沉入顶块,固定可靠。
斜顶、滑块抽芯
1: 斜顶面应低于型芯面0.1mm,防止顶岀产品拉毛;斜顶都必须做导向块,安装模板背面沉槽紧配或做定位销定位
2: 斜顶都可以从一个通过底板和顶针底板的且其角度与斜顶角度一致的孔拆卸。
3: 斜顶、滑块上的镶件固定可靠(螺丝紧定或有胚头从背面插入)。
4: 滑动部件须有油槽(顶针除外),表面进行氮化处理,包括压条,耐磨板,斜顶,斜顶座,导向块,强制复位;(大型滑块按客户要求)
5: 滑块斜导柱角度比滑块锁紧面角度小2-3度。
6: 如油缸抽芯成型部分有产品,油缸应加自锁机构,如油缸抽芯与顶出机构有干涉,须先复位,安装行程开关。
7: 大型滑块(长向大于200mm)底部须加导向块,滑块二侧开油槽。
8: 滑块做限位块,内置弹簧必须安装在滑块沉孔里;外置弹簧必须做弹簧保护块以防止飞出伤人。
9: 大,中型滑块(宽度>70mm)底部需做耐磨板并开设油槽,耐磨板面高出0.1-0. 5mm。
三板模、热流道部分
1: 树脂开闭器安装可靠,对称安装,不少于4个(小模具可2个)。
2: 三板模前模板与水口板之间加有弹簧,以辅助开模。(小模具除外)
3: 三板模限位拉杆应设置在模具操作侧及反操侧,防止与机械手干涉。
4: 热流道接线布局合理,易于检修,接线有线号并一一对应。
5: 热流道模具须安装热流道铭牌,热流道接线须与铭牌相对应。
6: 温控表设定温度与实际显示温度误差应在±2℃。
7: 热流道接线捆扎,并用压板盖住,模板上与电线接触的地方应圆角过渡,以免损坏电线。
8: 如有两个同样规格插座,应有明确标记,以免插错。
模具出运部分
1: 模具出运前型腔喷防锈油,滑动部件涂黄油,浇口套进料口用黄油堵死。
2: 模具安全锁模块规格符合设计要求(三板模脱料板与动模固定)至少两片(对角安装)。
3: 模具出运时所有的出运文件资料及模具零件备品须齐全。


深圳市和泰塑胶模具有限公司

联系人:
刘先生

服务热线:
윩윩ꐦ쑗윩ꐦ킕댁
홵킕-뉳ꐦ윩홵댁홵뉳

公司地址:
深圳市龙华新区大浪办事处大浪社区华宁西路星辉科技工业园G栋1楼
-

充电器外壳模具制造注塑加工 塑胶塑料模具加工制造厂家¥5200元
-

供应各类五金模具 端子模具定做 五金冲压模具制造¥9500元
-

深圳模具厂 塑料注塑模具加工 仪器配件类塑料模具制造 注塑加工¥1000元
-

订做加工注塑模具 塑料模具开模加工各类模具来3D图来样开模¥6800元
-

深圳智能垃圾桶模具开模感应垃圾桶模具制作产品注塑分类垃圾桶¥4500元
-

模具制作空气过滤器外壳零件配件模具开模注塑加工厂家¥8600元
-

温州模具厂家 塑胶模具注塑加工 制造塑料模具 设计双色模具制作¥5600元
-

深圳塑料模具制作厂商注塑模具开模加工制造塑胶模具注塑加工订做¥5300元
温州模具厂家 塑胶模具注塑加工 制造塑料模具 设计双色模具制作相关产品
- 急流槽钢模具|预制急流槽钢模具|方达水泥预制急流槽钢模具
- 急流槽钢模具|水泥急流槽钢模具|方达水泥预制急流槽钢模具厂家
- 水泥急流槽钢模具|预制水泥急流槽钢模具|方达水泥预制急流槽钢模具厂家电话
- 高速公路急流槽模具|水泥高速公路急流槽模具|方达预制高速公路急流槽模具批发价格
- 公路急流槽模具|预制公路急流槽模具|方达水泥预制公路急流槽模具批发
- 马路急流槽模具|预制马路急流槽模具|方达水泥预制马路急流槽模具批发价格
- 梯形排水沟模具|预制梯形排水沟模具|方达水泥预制梯形排水沟模具
- 预制排水沟模具|水泥预制排水沟模具|方达水泥预制排水沟模具厂家
- 矩形排水沟模具|预制矩形排水沟模具|方达水泥预制矩形排水沟模具
- 农田灌溉排水沟模具|预制农田灌溉排水沟模具|方达水泥预制农田灌溉排水沟模具
- 预制u型槽钢模具|水泥预制u型槽钢模具|方达水泥预制u型槽钢模具哪里有卖
- 公路U型槽模具|水泥公路U型槽模具|方达水泥预制公路U型槽模具
- 预制u型槽模具|水泥预制u型槽模具|方达水泥预制u型槽模具价格优惠
- 水渠u型槽模具|水泥水渠u型槽模具|方达水泥预制水渠u型槽模具生产厂家
- 流水槽模具|水泥流水槽模具|方达水泥预制流水槽模具报价
- 污水检查井模具|污水检查井钢模具|方达水泥污水检查井钢模具
- 隔离墩钢模具 隔离墩钢模具生产
- 高速隔离墩钢模具 高速隔离墩钢模具加工
猜你在找
免责声明:以上展示的温州模具厂家 塑胶模具注塑加工 制造塑料模具 设计双色模具制作信息由深圳市和泰塑胶模具有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版:温州模具厂家 塑胶模具注塑加工 制造塑料模具 设计双色模具制作
更新产品链接为:https://www.51pla.com/html/sellinfo/345/34551563.htm
发送询价单


