








产品推荐
郑州华菱超硬材料有限公司
联 系 人:荆宁 QQ交谈 (联系时,请说明是在全球塑胶网上看到的)
联系电话:
手机号码:뀵핸핸퉠滑뀵
公司官网: https://www.hlcbn.org
所在地区:河南省 郑州市
主营产品: 金刚石铰刀、金刚石PCD刀具、立方氮化硼CBN刀具、超硬工磨具、PCD铣刀、PCD钻头、CBN刀片
进入店铺基本参数
| 品牌 | 华菱超硬 | 型号 | 盲孔金刚石铰刀 |
| 材质 | 聚晶金刚石 | 适用机床 | 钻床 |
| 铰刀精度 | H8 | 铰孔形状 | 圆柱形 |
| 是否涂层 | 非涂层 | 加工定制 | 是 |
| 是否库存 | 非库存 | 锥柄号 | 直柄 |
| 锥度值 | 直柄 |
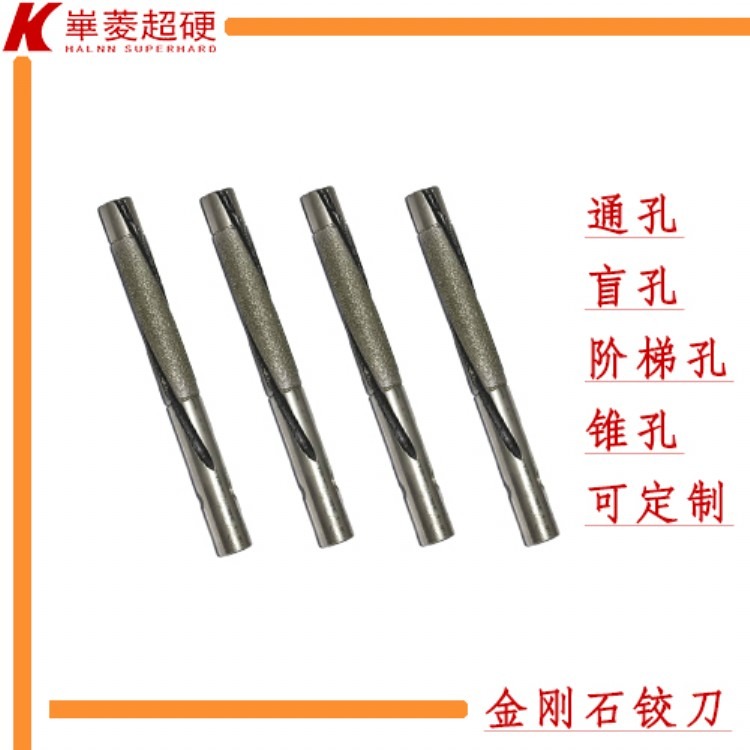
盲孔金刚石铰刀 高精度孔加工刀具 液压阀孔加工的金刚石铰刀粒度选择
华菱超硬金刚石铰刀加工出的孔,尺寸分散度小,几何形状精度高(可达0.002mm),粗糙度Ra可达0.4--0.2μm,金刚石铰刀的刀具寿命长(平均每把金刚石铰刀可加工10000件以上),生产效率高,目前已广泛应用于液压元件的主阀孔、机械和仪表中的各种精密孔的终端加工工序上。

华菱超硬可调金刚石铰刀的使用说明:
1、正确选用铰刀
金刚石铰刀适合于铰削铸铁、钢和铝等有色金属及非金属材料。
在铰刀结构选用上,有固定式金刚石铰刀和可调式金刚石铰刀两种。在使用时,为了延长铰刀寿命,可将上述两种结构的铰刀组合使用,粗铰、半精铰用可调式金刚石铰刀,精铰用固定式金刚石铰刀。
2、选择合理的加工余量
一般不应超过磨料本身颗粒尺寸的1/3--1/4,否则会因为积屑过多而把金刚石铰刀卡在工件孔中,会使刀具的寿命降低。
粒度80/100-100/120的金刚石铰刀,加工余量控制在0.02mm-0.04mm。
粒度170/200-230/270的金刚石铰刀,加工余量控制在0.015mm-0.025mm。
细粒度325/400的金刚石铰刀,加工余量控制在0.005mm-0.01mm。
3、铰刀在孔中往复次数不应过多
一般情况下一次往复行程即可。目前不少操作者把这种金刚石铰刀作研磨棒来使用,因为过多增加往复次数,会使金刚石铰刀的寿命降低。
4、选择合理的切削液
铰削铸铁孔时,可用80%煤油和20%硫化油或机械油的混合油作切削液,或全部煤油也可。
5、合理使用
为了提高金刚石铰刀寿命,可将新铰刀用于粗铰,一般铰削5000~6000个孔后,把它改为精铰刀,以利用钝的磨粒对工件产生挤压和抛光作用,这样既降低表面粗糙度,又会使铰刀寿命增加1倍以上。

延伸阅读:金刚石铰刀和一般PCD铰刀的结构区别
一般PCD铰刀,是具有一个或多个刀齿,用以切除已加工孔表面薄层金属的旋转刀具, 具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔。
金刚石铰刀,是一种特殊形式的铰刀,是人造的金刚石颗粒和基体,通过电镀工艺加工制作而成。它没有刀齿,实际上是靠“磨”来进行金属加工的,只不过其用途和使用方式和铰刀一致。
郑州华菱超硬材料有限公司

联系人:
荆宁

服务热线:
뀵핸핸퉠滑뀵

公司地址:
郑州高新技术产业开发区国家大学科技园孵化基地13幢2单元21层224号
-

盲孔金刚石铰刀 高精度孔加工刀具 液压阀孔加工的金刚石铰刀粒度选择¥0元
-

球墨铸铁、灰铸铁工件孔加工用钻石铰刀 可调节铰刀度金刚石新工艺¥10元
-
华菱品牌可调金刚石铰刀精度高 精铰铸铁件阀孔专用钻石金刚石铰刀¥10元
-

[高寿命]华菱品牌金刚石铰刀铰液压阀使用寿命长¥10元
-

可调式金刚石铰刀规格尺寸(4-60mm,100-400目)¥10元
盲孔金刚石铰刀 高精度孔加工刀具 液压阀孔加工的金刚石铰刀粒度选择相关产品
猜你在找
免责声明:以上展示的盲孔金刚石铰刀 高精度孔加工刀具 液压阀孔加工的金刚石铰刀粒度选择信息由郑州华菱超硬材料有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版:盲孔金刚石铰刀 高精度孔加工刀具 液压阀孔加工的金刚石铰刀粒度选择
更新产品链接为:https://www.51pla.com/html/sellinfo/333/33358464.htm
发送询价单


