








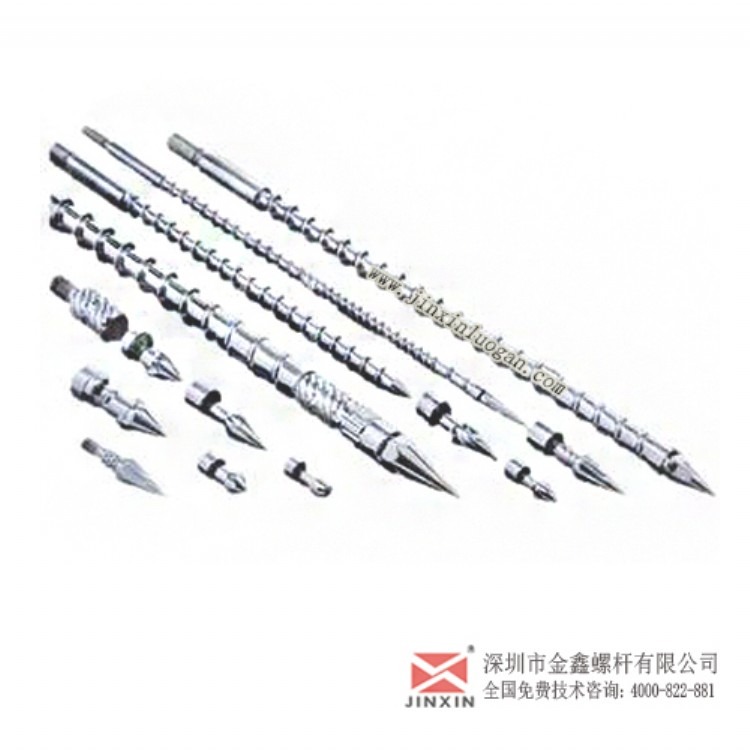
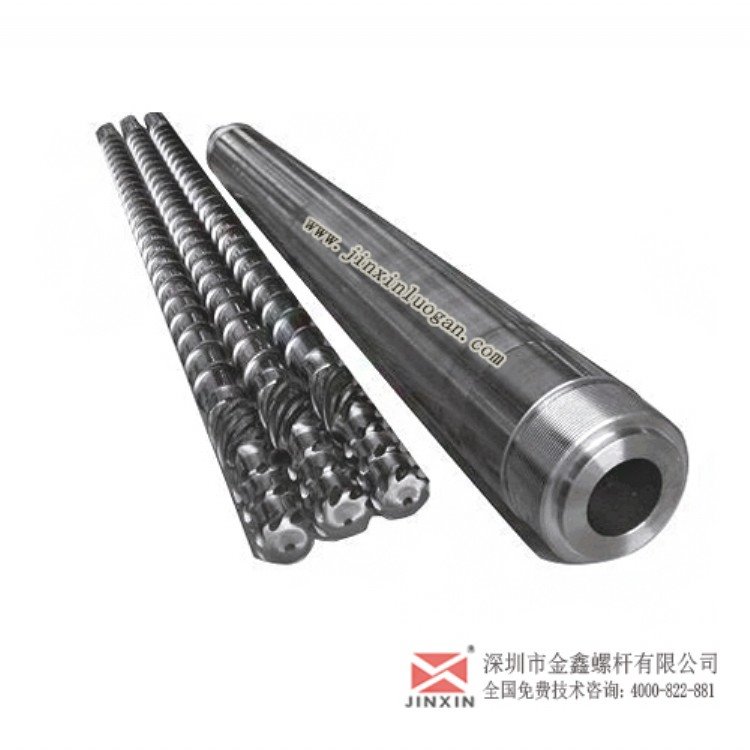
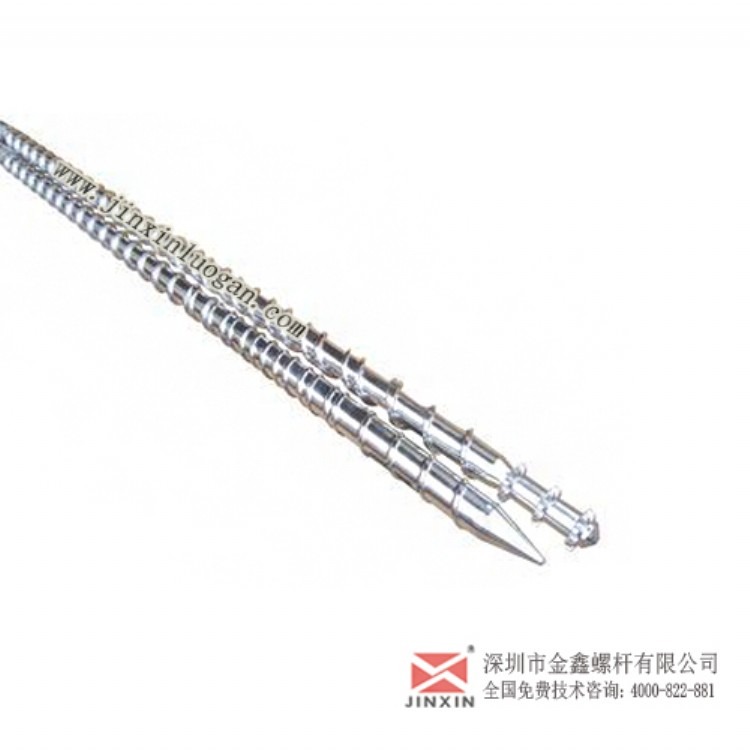
pvc专用螺杆 金鑫
| 价格 | ¥1000.00/件 | |
| 起订量 | ≥1 | |
| 所在地 | 广东 深圳 | 可售量 10000件 |
ꉧꙓꙓ덱솆덱ꙓ덱ꙓ
솆-눐쎀뉳뉳-쎀ꉧ솆솆ꉧꙓꙓ-솆눐덱
手机扫码快速拨号

产品推荐
-

¥1000元
海天注塑机120T螺杆料筒组一套 金鑫厂家直销
广东金鑫五金实业有限公司
联 系 人:张女士 (联系时,请说明是在全球塑胶网上看到的)
联系电话:솆-눐쎀뉳뉳-쎀ꉧ솆솆ꉧꙓꙓ-솆눐덱
手机号码:ꉧꙓꙓ덱솆덱ꙓ덱ꙓ
公司官网: http://www.sz-jc.cn
所在地区:广东省 深圳市
主营产品: 注塑机螺杆、挤出机螺杆、合金螺杆、双合金螺杆
进入店铺-

振华128T直径40PVC+色粉专用螺杆料筒组
¥1000元
-

供应振雄98T直径36氮化螺杆组 金鑫来样加工
¥1500元
-
供应振雄138T直径46氮化螺杆组 金鑫来图加工
¥2500元
-
振德机160T-Φ48注塑机双合金螺杆
¥7500元
-
振雄机228T直径52氮化螺杆炮筒
¥8500元
PC性能优异,透明度较高,冲击韧性好,耐蠕变,使用温度范围宽,PC的工艺特性是:熔融粘度对剪切率的敏感性小,而对温度的敏感性大,无明显熔点,熔融体粘度较高,高温下树脂易水解,制品易开裂。针对这些特性,我们特别要注意区别对待:要增加熔体的流动性,不是用增大注射压力而应采用提高注射温度的办法来达到。要求模具的流道、浇口短而粗,以减少流体的压力损失,同时要较高的注射压力。树脂在成型加工之前需进行充分的干燥处理,使其含水量控制在
下面谈谈成型工艺
1、注射温度必须综合制品的形状、尺寸,模具结构。制品性能、要求等各方面的情况加以考虑后才能作出。一般在成型中选用温度在270~320℃之间,过高的料温如超过340℃时,PC将会出现分解,制品颜色变深,表面出现银丝、暗条、黑点、气泡等缺陷,同时物理机械性能也显著下降。
2、注射压力对PC制品的物理机械性能,内应力、成型收缩率等有一定的影响对制品的外观及脱模性有较大的影响,过低或过高的注射压力都会使制品出现某些缺陷,一般注射压力控制在80-120MPa之间,对薄壁,长流程,形状复杂,浇口较小的制品,为克服熔体流动的阻力,以便及时充满模腔,才选用较高的注射压力(120
3、保压压力及保压时间保压压力的大小及保压时间的长短对PC制品的内应力有较大的影响。保压压力过小,补缩作用小易出现真空泡或表面出现缩凹,保压压力过大,浇口周围易产生较大的内应力,在实际加工中,常以高料温,低保压的办法来解决。保压时间的选择应视制品的厚薄,浇口大小,模温等情况而定,一般小而薄制品不需很长的保压时间,相反,大而厚的制品保压时间应较长。保压时间的长短可通过浇口封口时间的试验予以确定。
4、注射速度
5、模具温度
广东金鑫五金实业有限公司

联系人:
张女士

服务热线:
ꉧꙓꙓ덱솆덱ꙓ덱ꙓ
솆-눐쎀뉳뉳-쎀ꉧ솆솆ꉧꙓꙓ-솆눐덱

公司地址:
深圳市龙华区龙华街道华联社区河背工业区大数据研发中心3号105
-
海天注塑机120T螺杆料筒组一套 金鑫厂家直销¥1000元
-

注塑机氮化螺杆料筒 金鑫质量可靠¥1000元
-

pvc专用螺杆 金鑫¥1000元
-
恒生150TΦ48 双合金螺杆料筒组一套 PC+35%纤¥2500元
-

东洋130T直径28双合金螺杆炮筒组一套¥2500元
-

华大220T直径45普通氮化螺杆炮筒组一套¥2500元
-

日钢φ120注塑机螺杆及机筒¥2350元
-

住友机220T直径32合金螺头三件套¥450元
pvc专用螺杆 金鑫相关产品
猜你在找
- 上海统业供应定量单液点胶机TY-2000D
- 上海统业供应精密点胶机
- 上海统业供应各种精密点胶针头
- 上海统业优惠供应高精密BX-2蠕动式点胶机
- 2017款全新高稳定PVC/PET/PP/PUR四合一全自动胶盒糊盒机
- 浙江哪里有糊透明PVC/PET塑料盒的机器
- PVC盒子是用什么机器做的,什么是PVC胶盒机?
- 苏州折PET胶片的机器 上海自动折PVC片材的设备
- 全自动勾底胶盒机 PVC-PET胶盒自动勾底粘合机器
- 青岛做PVC天地盖胶盒的机器 即墨PVC四角盒胶水自动粘合机
- 东莞代替手工自动折PET绝缘片的机器 PET绝缘胶片用什么机器折线
- 广东厂家销售自动折PET胶片的机器 江苏机器折PET绝缘胶片的设备
免责声明:以上展示的 pvc专用螺杆 金鑫信息由广东金鑫五金实业有限公司自行提供,内容的真实性、准确性和合法性由发布企业负责,
全球塑胶网对此不承担责任。
风险防范建议:为保障您的利益,建议优先选择速购通会员
手机版: pvc专用螺杆 金鑫
更新产品链接为:https://www.51pla.com/html/sellinfo/223/22340243.htm
发送询价单


